top of page


Research content
Our lives are supported by many products. These products are created by processing materials, and applying various processing methods increases the added value of the products. Various processing methods are used according to the required specifications, materials, production volume, cost, etc. Precision processing technology that achieves high precision and high quality plays an important role. For example, special processing such as electrical discharge machining and laser processing are essential processing methods for precision processing.
Magnesium alloy laser precision cutting
Magnesium alloys are the lightest metals in practical use, and are being applied to tablet devices. Therefore, highly efficient precision machining technology is required. In this study, in order to investigate the possibility of microfabrication by laser light, the cutting properties of various thin sheets of magnesium alloys are evaluated.
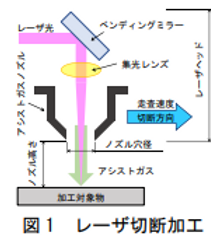
Figure 1 shows a schematic diagram of laser cutting. A pulsed laser oscillated from a carbon dioxide laser oscillator (wavelength 10.6 µm) was condensed by a condenser lens and scanned on the surface of the workpiece to cut it by laser thermal processing. At the processing point, an assist gas (oxygen) was injected coaxially with the laser beam in order to reduce the heat effect and remove the melted material. Figure 2 shows an example of micro-shape processing for a thin plate (thickness 0.5 mm) of general-purpose magnesium alloy AZ31B. It was found that a honeycomb shape with a width of about 0.6 mm can be processed. Currently, we are aiming for high-quality laser precision machining of magnesium alloys with a new Q-switched pulsed fiber laser (wavelength: 1085 nm).

Development of microfluidic devices by laser processing
In recent years, practical development of microfluidic devices has progressed in the chemical and medical fields, and effects such as reagent saving, energy saving, shortening of reaction time, and improvement of reaction efficiency are expected. In this study, we aim to fabricate microchannels on a synthetic quartz glass substrate with high efficiency using a carbon dioxide laser.
Figure 3 shows the shape of a microchannel processed on a synthetic quartz glass substrate by a carbon dioxide laser with a wavelength of 10.6 µm. It can be seen that a microchannel with a continuous fine dimple shape is formed. Figure 4 shows the prototype microchannel substrate. Currently, as shown in Fig. 5, we are evaluating the effect of continuous fine dimples formed on the bottom of the channel on the flow in the channel.



Laser forming of carbon fiber reinforced plastic
Laser is a relatively new technology, and in recent years, it has been used in various fields such as communication technology and medical fields as well as processing. Among them, laser forming in laser processing enables easy plastic processing without using a mold, and has the advantage of minimizing the load on the material.
Carbon Fiber Reinforced Plastics (CFRP), on the other hand, have excellent properties not found in other materials, such as high strength and light weight. Therefore, the application of CFRP to automobiles and aircraft is rapidly progressing in order to reduce weight and improve fuel efficiency. Therefore, in this study, we propose a new processing method that applies laser forming, which enables easy plastic processing, to CFRP.
In this experiment, we used a CFRP plate (thickness 1.0 mm) with a matrix material of thermoplastic that can be post-processed. In addition, using a carbon dioxide (CO2) laser processing machine, laser forming is performed by thermal stress by scanning the laser beam on the sample surface.
Currently, we are evaluating the pulse waveform during laser scanning, aiming at high-quality and high-precision laser forming.


Research on release property of metal processing surface in resin mold
Molds for low-cost mass production of plastic products must maintain the quality of molded products and have durability against continuous molding, and are required to have functions such as wear resistance, corrosion resistance, and releasability. In general, surface treatments such as plating are applied, but mold releasability is also affected by the processed surface condition of the mold surface, so surface treatment alone may not be sufficient. Therefore, it is important to investigate the relationship between mold surface conditions and release properties, and to improve release properties through mold processing. Therefore, an attempt was made to quantitatively evaluate the mold releasability from the machined surfaces such as electric discharge machining, cutting, and grinding, which are commonly used in mold machining.
Figure 8 schematically shows the release force quantitative evaluation system used in this study. Thermosetting phenolic resin was compression-molded against the processed surface of a test piece (material: SKD11, size: 27 × 30 × t 5 mm) that assumed a mold processed surface, and the processed surface and the molding resin were perpendicular to each other. The maximum tensile load at the moment of detachment was measured as the release force. Figure 9 shows an example of the mold release test results for die-sinker EDM surfaces. At present, mold release tests are being conducted on electrical discharge machined surfaces, machined surfaces, ground surfaces, and polished surfaces. In the future, we will consider the release factors of the mold processing surface and aim to propose a high release processing surface.


Development of highly efficient surface treatment method
In recent years, research and development of new materials has been remarkable, and various materials such as high-hardness materials and lightweight materials have been put into practical use. Along with this, research and development on processing technology for new materials is also progressing. For example, in tools for cutting high-hardness materials, there are many examples of research on improving machinability and tool life. Vapor Deposition) is applied. However, the manufacturing cost is a problem because the treatment process is complicated and takes time. Therefore, in this research, we are working on research and development of new surface treatment technology.

bottom of page